Статьи
Категории
Год
Статьи

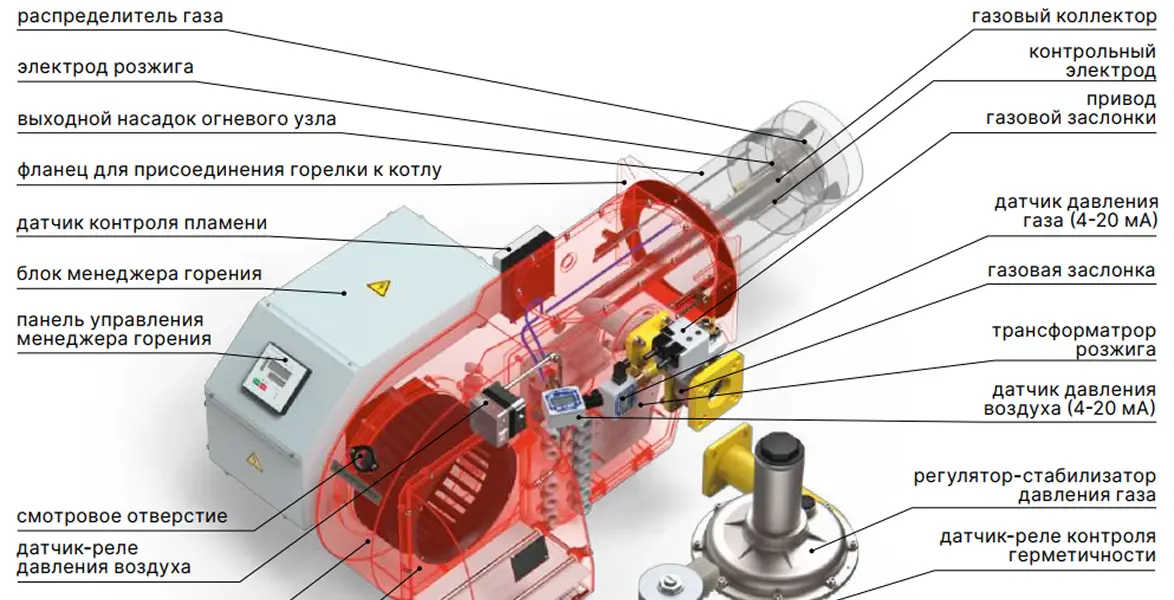









Газогорелочные устройства (горелки), типы и основные параметры
Газогорелочные устройства (горелки) предназначены для подачи к месту горения в зависимости от технологических требований подготовленной газовоздушной смеси или раздельно газа и воздуха, а также для обеспечения устойчивого сжигания газового топлива и регулирования процесса горения.
28 мая 2009